熱塑性碳纖維層壓板未來可以采用超快進(jìn)給鉆孔方式
航空航天和汽車制造是現(xiàn)代工業(yè)領(lǐng)域里最能體現(xiàn)工業(yè)能力和產(chǎn)業(yè)鏈完成度的兩個(gè)行業(yè),其中涉及到的技術(shù)和材料數(shù)不勝數(shù)。碳纖維及復(fù)合材料是當(dāng)下工業(yè)生產(chǎn)中非常火熱的一種新型材料,憑借出色的力學(xué)性能獲得了較好的應(yīng)用。在實(shí)際應(yīng)用中,碳纖維作為增強(qiáng)體材料,與不同的基體材料融合,可以被加工成各種外形的工業(yè)零部件,其中有部分就可以應(yīng)用于航空航天和汽車制造領(lǐng)域。
目前主流的熱固性碳纖維,以及未來更有優(yōu)勢(shì)的熱塑性碳纖維,都被認(rèn)為是難以超越的高性能復(fù)合材料。但將這些碳纖維復(fù)合材料加工成制品有一定的難度,其中需要各種設(shè)備和機(jī)械的配合,打孔、裁切、鏤空等屬于基本操作。但不要輕視這些基本的加工過程,加工操作對(duì)于碳纖維制品的性能同樣有著至關(guān)重要的聯(lián)系。本文引用國(guó)際專業(yè)論文知識(shí),介紹超快進(jìn)給鉆孔這種加工方式,并與超聲波振動(dòng)和磨料水射流這兩種加工方式做一些比較。
熱塑性碳纖維(CF/PA6)層壓板的3種鉆孔方式
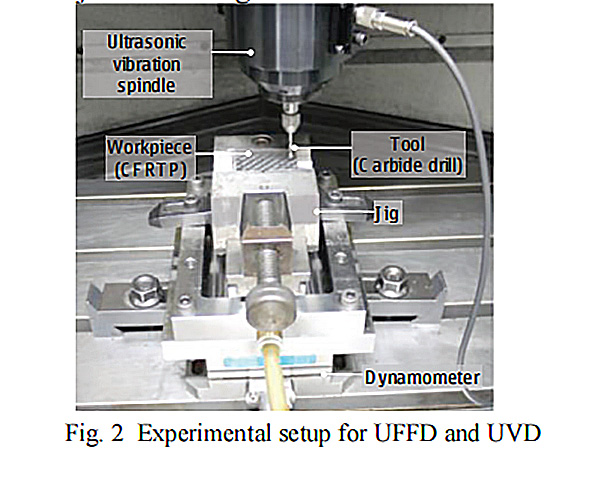
1、超快進(jìn)給鉆孔(UFFD):切削熱和摩擦熱會(huì)導(dǎo)致熱塑性基體的熔化,影響鉆孔效率和效果。為了研究超快進(jìn)給鉆孔方式的實(shí)際效果,將熱塑性碳纖維層壓板固定,選用3000、5000和7000mm/min的進(jìn)給速度,利用三分量測(cè)力計(jì)測(cè)量。
2、超聲波振動(dòng)鉆孔(UVD):將壓電晶體振蕩器安裝在設(shè)備上,提供70kHz的恒定頻率,觀測(cè)超聲波振動(dòng)在對(duì)熱塑性碳纖維層壓板鉆孔的實(shí)際效果。
3、磨料水射流鉆孔(AWJ):磨料水射流加工是目前熱固性碳纖維制品切割的主流方式,將水射流軌跡設(shè)計(jì)成圓形,施加一定的水壓,對(duì)熱塑性碳纖維層壓板進(jìn)行鉆孔處理,觀測(cè)實(shí)際效果。
超快進(jìn)給鉆孔方式實(shí)際效果展示
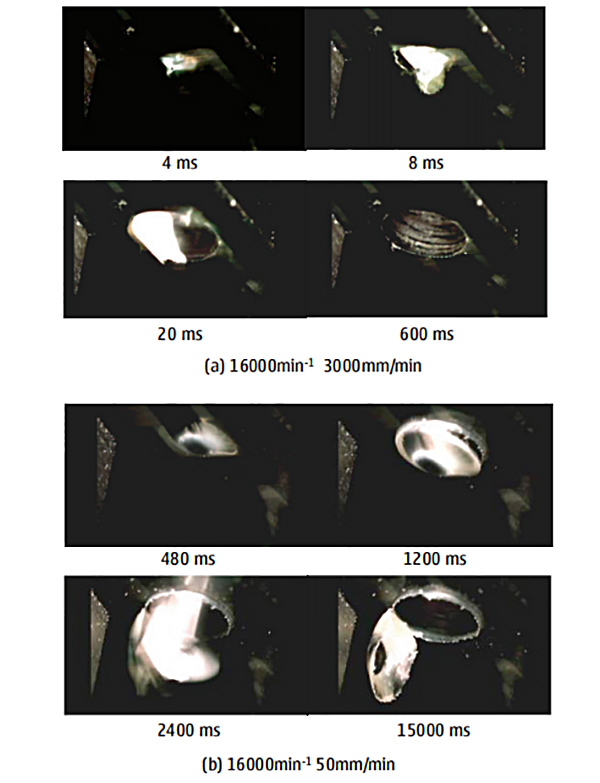
1、鉆孔效果對(duì)比:3000mm/min超快進(jìn)給速度和50mm/min低進(jìn)給速度比較下,前者切削完成速度更快,排出少量切屑,鉆孔附近沒有毛刺殘留,后者在鉆頭穿透前層壓板有明顯變形,切屑?xì)埩糨^多,孔周圍有冠狀毛刺。3000mm/min的推力峰值是50mm/min時(shí)的6倍,接近22N,鉆孔時(shí)間卻只有后者的1/60,鉆孔效率大幅提升,同時(shí)鉆孔的質(zhì)量也更好。
2、分層和毛刺情況:利用3D測(cè)量顯微鏡觀察發(fā)現(xiàn),分層和毛刺出現(xiàn)與鉆孔的入口方向,以20μm為分界線進(jìn)行區(qū)分。當(dāng)進(jìn)給速度為3000mm/min時(shí),主軸轉(zhuǎn)速無論高低都沒有出現(xiàn)分層。當(dāng)進(jìn)給速度高于3000mm/min,主軸轉(zhuǎn)速超過20000min-1時(shí),分層體積隨進(jìn)給率的提升而增加,這是因?yàn)楦哌M(jìn)給速度下的推力更大。
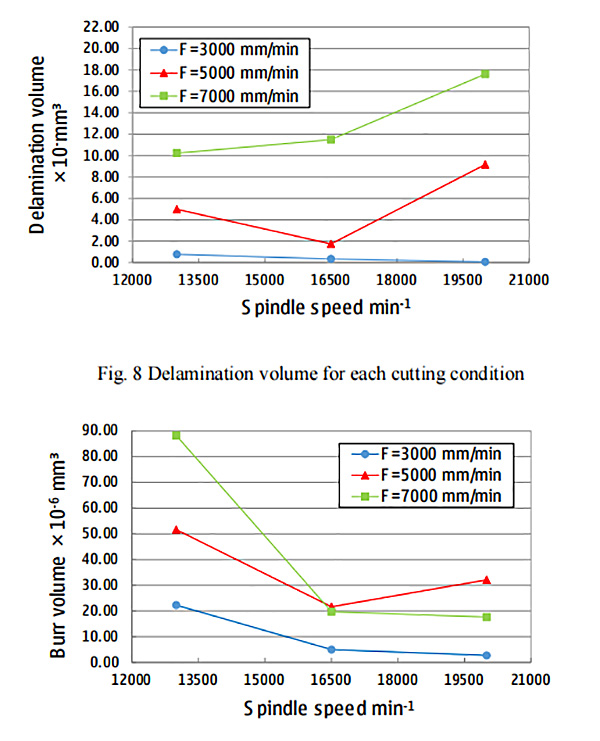
另外主軸轉(zhuǎn)速越高,出現(xiàn)的毛刺體積也就越小。通過多次實(shí)驗(yàn)發(fā)現(xiàn),進(jìn)給速度為3000mm/min,主軸轉(zhuǎn)速為20000min-1時(shí),不會(huì)出現(xiàn)分層的問題,同時(shí)保持較小的毛刺體積,整體的鉆孔效果更好。
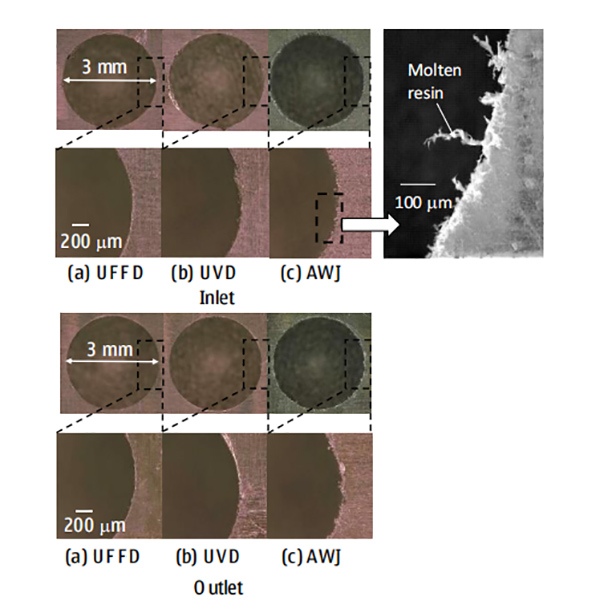
3、與其他兩種鉆孔方式的對(duì)比:為了更好對(duì)比鉆孔效果,實(shí)驗(yàn)中觀測(cè)了每種鉆孔方式的微觀圖像畫面。超快進(jìn)給鉆孔(UFFD)孔壁處每一層碳纖維清晰可見,而超聲波振動(dòng)鉆孔(UVD)和磨料水射流鉆孔(AWJ)的孔壁有被熔化的基體覆蓋的情況,表面較為模糊。放大微觀圖像后,磨料水射流鉆孔(AWJ)孔壁處有明顯的尼龍線擴(kuò)散開,相較之下超快進(jìn)給鉆孔(UFFD)的孔邊緣質(zhì)量更好。按照孔表面質(zhì)量、形狀精度和加工時(shí)間來比較,超快進(jìn)給鉆孔(UFFD)是一種更有前景的熱塑性碳纖維層壓板的鉆孔方式。
給熱塑性碳纖維板開孔是一種較為基礎(chǔ)的加工方式,這樣就可以與其他的工業(yè)零部件穩(wěn)定的連接起來,發(fā)揮更大的商用價(jià)值。目前熱塑性碳纖維復(fù)合材料的大范圍應(yīng)用還處于起步階段,熱塑性碳纖維復(fù)合材料單向帶的制備難度較大,從源頭上限制了該型復(fù)合材料的應(yīng)用。智上新材料作為國(guó)內(nèi)少數(shù)幾家可以獨(dú)立完成連續(xù)碳纖維熱塑性復(fù)合材料單向帶制備的企業(yè),認(rèn)為熱塑性碳纖維的發(fā)展還需要從基礎(chǔ)層面出發(fā),技術(shù)進(jìn)步才是解決問題的首要條件。
本文涉及論文來源:https://doi.org/10.1016/j.procir.2015.08.074
 掃一掃添加微信
掃一掃添加微信