針對(duì)熱塑性碳纖維復(fù)合材料的2種激光焊接工藝對(duì)比
與熱固性碳纖維復(fù)合材料相比,熱塑性碳纖維復(fù)合材料具備一些天生的優(yōu)勢(shì),如更好的沖擊耐受性、更長(zhǎng)的存儲(chǔ)時(shí)間、更強(qiáng)的極限應(yīng)變能力、更優(yōu)異的耐化學(xué)性,另外它還支持快速加工成型,恰恰是這一點(diǎn)在工業(yè)批量生產(chǎn)中尤為重要,是市場(chǎng)規(guī)?;瘧?yīng)用的先決條件之一。另外熱固性碳纖維復(fù)合材料制品一旦加工成型,就無(wú)法改變形態(tài),而熱塑性碳纖維復(fù)合材料支持二次重塑,這在與其他零部件連接時(shí)提供了額外的連接方式,比如焊接。
熱塑性碳纖維復(fù)合材料的激光焊接工藝簡(jiǎn)介
經(jīng)過(guò)多番研究,熱塑性碳纖維復(fù)合材料的焊接方式有了拓展,包括電阻焊、超聲波焊、振動(dòng)焊、感應(yīng)焊和激光焊接等,智上新材將結(jié)合專業(yè)論文介紹激光焊接這一技術(shù),了解激光焊接中重要的影響因素。另外根據(jù)焊接情況的不同,還可以細(xì)分為同步焊接、掩模焊接、輪廓焊接(C)和準(zhǔn)同步焊接(QS)等。
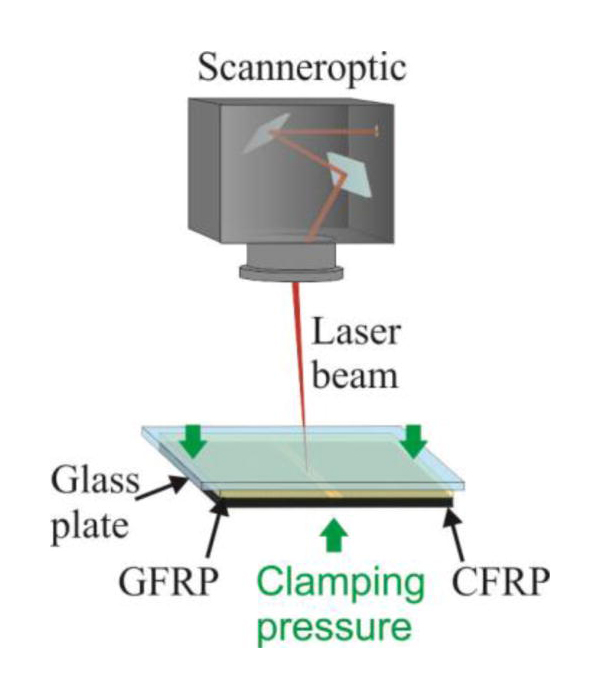
其中準(zhǔn)同步焊接(QS)是一種激光透射焊接技術(shù),該技術(shù)是基于熱塑性基體對(duì)激光輻射波長(zhǎng)的光學(xué)透明度原理,激光輻射照射到熱塑性碳纖維復(fù)合材料上時(shí),會(huì)穿過(guò)基體部分,而在碳纖維部分被吸收,吸收過(guò)程會(huì)產(chǎn)生一定的熱量,這些熱量會(huì)導(dǎo)致基體部分升溫并熔化,成為連接其他零部件的粘合劑。
熱塑性碳纖維復(fù)合材料的激光輪廓焊接(C)技術(shù)
激光輪廓焊接過(guò)程中,激光輻射直接施加到復(fù)合材料的吸收部分(碳纖維),可以直觀的觀察熱傳導(dǎo)對(duì)熱塑性碳纖維復(fù)合材料焊縫寬度的影響效果,通過(guò)多次實(shí)驗(yàn)發(fā)現(xiàn),焊縫寬度的變化有以下的幾個(gè)規(guī)律。
1、規(guī)律A:焊接速度恒定,激光功率增加,焊縫寬度隨之增加,這是因?yàn)榧す廨椛洚a(chǎn)生的熱量被更多基體部分吸收。
2、規(guī)律B:激光功率恒定,焊接速度加快,焊縫寬度隨著減小,這是因?yàn)榧す馀c材料的相互作用時(shí)間更短以及每單位長(zhǎng)度的能量更低。
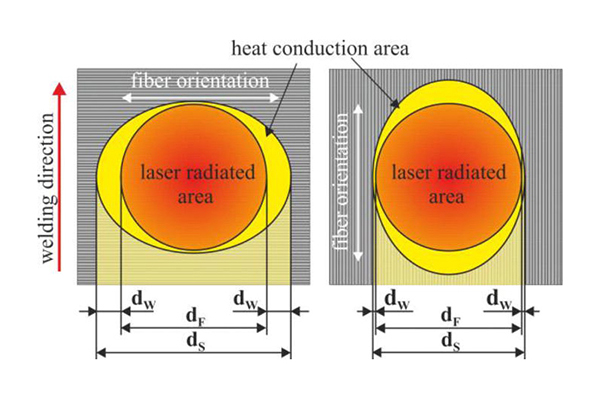
3、規(guī)律C:激光焊接過(guò)程中,產(chǎn)生的熱量高于基體熔化需求的熱量,在0°和90°方向上,多余熱量傳導(dǎo)方向并不相同,造成的焊縫范圍是有所區(qū)別的。0°纖維方向,熱量往激光輻射位置前后傳導(dǎo),90°垂直纖維方向,熱量往焊縫處傳導(dǎo),后者焊縫寬度更大。
熱塑性碳纖維復(fù)合材料的激光透射焊接(QS)技術(shù)
對(duì)于低透射率熱塑性碳纖維復(fù)合材料的激光透射焊接,需要在焊縫中緩慢產(chǎn)生熱量,以避免激光透明部件的降解。 因此,焊接技術(shù)必須由輪廓焊接改為準(zhǔn)同步焊接。
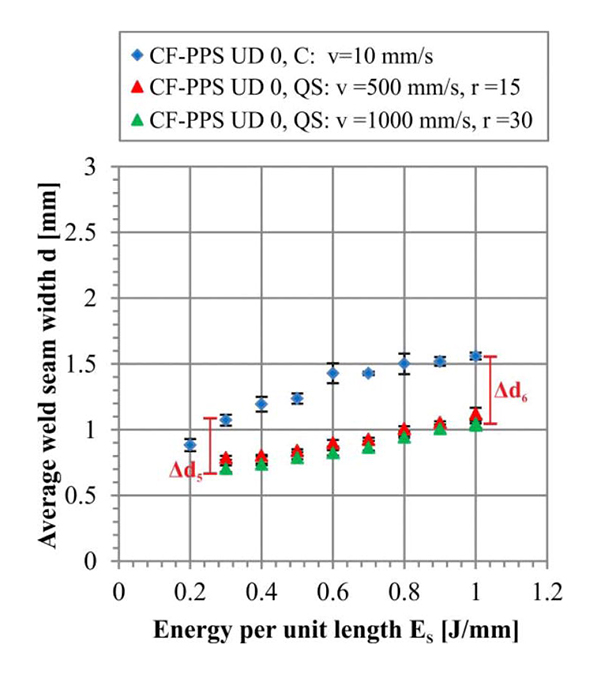
上圖為0°纖維方向上,CF/PPS復(fù)合材料輪廓焊接(C)的和準(zhǔn)同步焊接(QS),在每單位長(zhǎng)度上施加的能量與平均焊縫寬度的圖形數(shù)據(jù)對(duì)比??梢钥闯?°纖維方向上準(zhǔn)同步焊接(QS)的焊縫寬度整體都小于輪廓焊接(C)。這是因?yàn)榧す廨椛渫高^(guò)CF/PPS復(fù)合材料后會(huì)出現(xiàn)冷卻,多余的熱量不足以熔化更多的基體材料,而是向輻射位置前后傳導(dǎo)開(kāi)來(lái),因此焊縫寬度增加量很小,焊縫寬度級(jí)數(shù)之間的偏移幾乎是恒定的(圖中Δd5 ≈ Δd6 )。
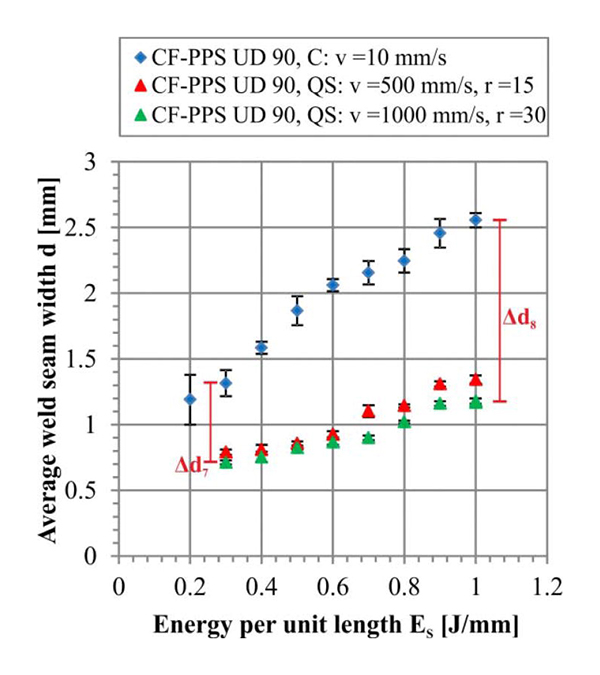
上圖為90°垂直于纖維方向上,CF/PPS復(fù)合材料輪廓焊接(C)的和準(zhǔn)同步焊接(QS),在每單位長(zhǎng)度上施加的能量與平均焊縫寬度的圖形數(shù)據(jù)對(duì)比。可以看出90°垂直于纖維方向上準(zhǔn)同步焊接(QS)的焊縫寬度整體都小于輪廓焊接(C),且降低幅度較0°纖維方向更大。這是因?yàn)榧す廨椛渫高^(guò)CF/PPS復(fù)合材料冷卻后,多余的熱量會(huì)從焊縫中傳導(dǎo)出去,基體材料的熔化過(guò)程會(huì)損失一定的熱量,因此焊縫整體比輪廓焊接要小很多。輪廓焊接(C)在90°垂直于纖維方向上的焊縫增量較大,而準(zhǔn)同步焊接(QS)的焊縫增量較小,因此對(duì)比0°纖維方向來(lái)看,焊縫寬度級(jí)數(shù)之間的偏移更大一些(圖中Δd7 < Δd8 )。

如果光從數(shù)據(jù)來(lái)看,激光透射焊接的表現(xiàn)明顯優(yōu)于激光輪廓焊接,但前者想要產(chǎn)生均勻牢靠的焊縫效果,需要將連接的部件無(wú)間隙的壓在一起,對(duì)設(shè)備和操作的要求都比較高。另外實(shí)驗(yàn)室階段的焊接效果不能完全代表工業(yè)化量產(chǎn)階段的焊接效果,因此針對(duì)熱塑性碳纖維復(fù)合材料的激光焊接技術(shù)的研究還需要持續(xù)進(jìn)行。如果未來(lái)激光焊接技術(shù)得以成熟,熱塑性碳纖維復(fù)合材料制品的生產(chǎn)和加工水平將會(huì)得到飛躍式的提升,讓我們期待這一天早日到來(lái)。
 掃一掃添加微信
掃一掃添加微信