熱塑性CF/PP、CF表面處理劑和馬來化PP對界面性能和浸潤效果的影響
熱塑性碳纖維復(fù)合材料可能是未來20年內(nèi)復(fù)合材料技術(shù)研究的重要方向,憑借高斷裂韌性、快速加工成型、可重塑加工和可回收重塑等優(yōu)勢,可能將碳纖維及相關(guān)產(chǎn)業(yè)推向更高效和更環(huán)保的高度。智上新材結(jié)合國外專業(yè)論文,以熱塑性碳纖維聚丙烯(CF/PP)復(fù)合材料為主,介紹在碳纖維表面涂覆處理劑,和使用馬來化處理的聚丙烯樹脂,通過特殊編織工藝,再經(jīng)過壓縮成型后,測試其界面性能的變化,以及樹脂浸潤碳纖維的效果變化。
不同類型處理劑的CF和馬來化PP,制備對應(yīng)CF/PP并測試性能
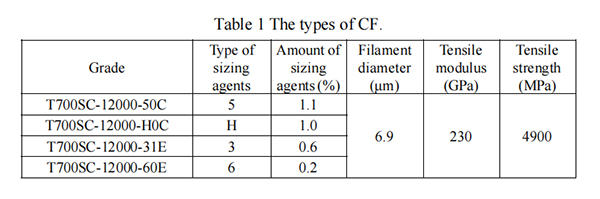
1、基礎(chǔ)材料:增強(qiáng)體方面選擇表面涂覆不同類型和用量的處理劑的碳纖維,樹脂選擇聚丙烯(PP)纖維和馬來化處理的聚丙烯(MAPP)。
2、微滴測試:采用微滴測試的方式評估CF/PP復(fù)合材料的界面剪切強(qiáng)度,界面剪切強(qiáng)度(τ)通過公式1計(jì)算: τ = F / πdl 。其中,F(xiàn)為最大載荷,πd為纖維周長,l 為嵌入纖維長度。通過顯微鏡圖像表征纖維周長和嵌入長度的值。
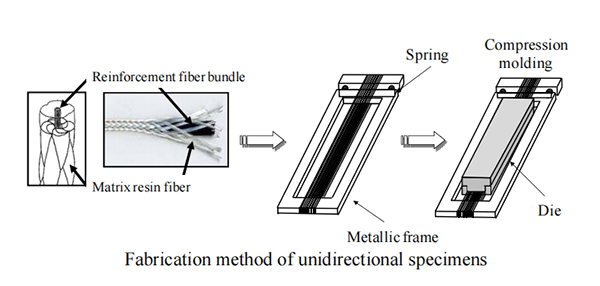
3、CF/PP浸潤測算:通過特殊編織技術(shù),將表面有處理劑的碳纖維和聚丙烯(PP)纖維編織起來,形成微編織紗(MBY),將CF/PP MBY中的體積分?jǐn)?shù)(Vf)調(diào)整為40%左右,利用設(shè)備制備成單向熱塑性碳纖維CF/PP復(fù)合材料,然后沿垂直纖維方向切割,通過光學(xué)顯微鏡觀察復(fù)合材料的橫截面,并利用軟件計(jì)算未浸潤的比例。
CF表面處理劑和馬來化PP對界面性能和浸潤的影響結(jié)果
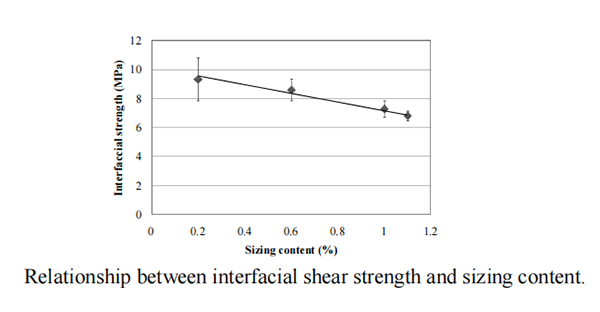
1、界面剪切強(qiáng)度和表面處理劑:測試發(fā)現(xiàn),界面剪切強(qiáng)度會隨著碳纖維表面處理劑含量的增加而逐步下降,這是因?yàn)楸砻嫣幚韯┮种屏薈F和PP之間的界面粘結(jié)能力。
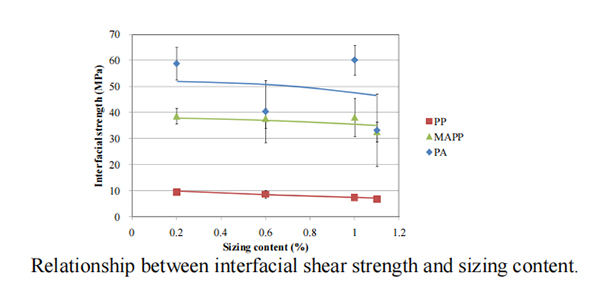
2、界面剪切強(qiáng)度與PP/MAPP:測試中對比了CF/PP、CF/MAPP和CF/PA這3種熱塑性碳纖維,3種熱塑性碳纖維的界面剪切強(qiáng)度都隨著表面處理劑的增加而下降,界面剪切強(qiáng)度數(shù)據(jù)上從弱到強(qiáng)依次為:CF/PP、CF/MAPP和CF/PA。
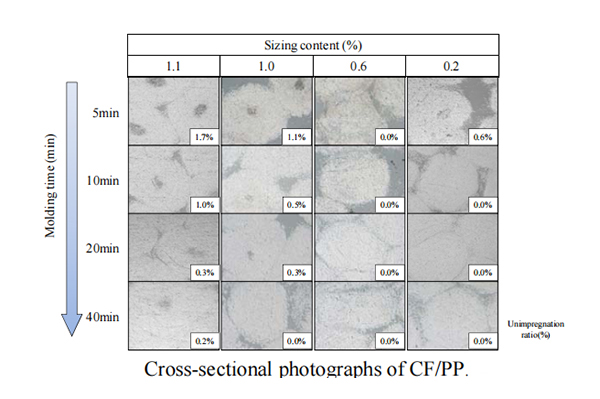
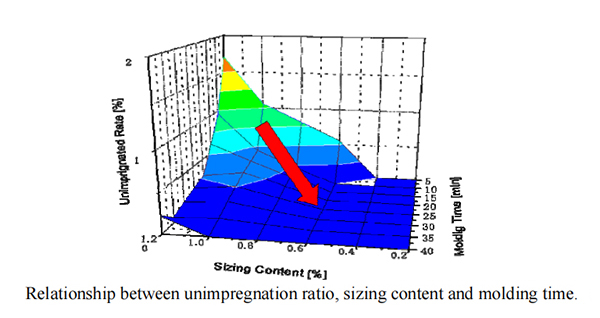
3、浸潤效果與處理劑含量/成型時(shí)間:上圖中所示,透明圓圈環(huán)狀為樹脂浸潤碳纖維部分,圓圈中黑色區(qū)域?yàn)槲唇櫜糠帧1砻嫣幚韯┖?.1%,成型時(shí)間5分鐘,觀察到未浸潤部分,隨著成型時(shí)間逐步提升至40分鐘,未浸潤部分仍然存在,說明浸潤不徹底。表面處理劑含量0.2%,成型時(shí)間5分鐘,觀察到未浸潤部分,隨著成型時(shí)間逐步提升至10分鐘,黑色部分消失,說明充分浸潤了碳纖維。浸潤效果隨著表面處理劑含量降低而提升,隨著成型時(shí)間增加而提升。
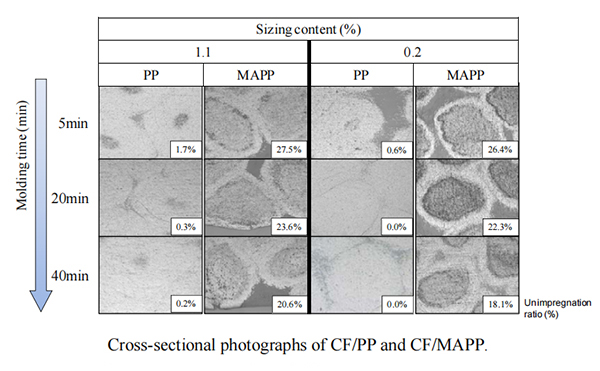
4、CF/PP和CF/MAPP浸入效果:上圖中展示了CF/PP和CF/MAPP在不同成型時(shí)間下的橫截面,CF/MAPP觀察到比CF/PP更大的未浸漬區(qū)域,說明前者的浸潤效果更差,但對應(yīng)的界面剪切強(qiáng)度也更高。
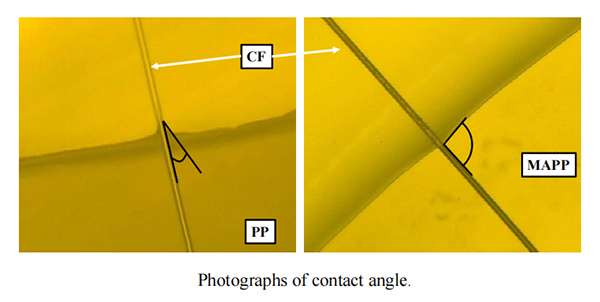
5、接觸角和潤濕能力:上圖中展示了CF/PP和CF/MAPP的接觸角,CF/MAPP的接觸角高于CF/PP的接觸角,表明使用馬來化聚丙烯的潤濕能力較差,對應(yīng)的浸潤效果也較差。

在對熱塑性CF/PP復(fù)合材料的研究中發(fā)現(xiàn),碳纖維表面處理劑含量越低,界面剪切強(qiáng)度越高,樹脂浸潤效果越好;而馬來化聚丙烯樹脂會提升界面剪切強(qiáng)度,但會降低樹脂浸潤效果。通過實(shí)驗(yàn)數(shù)據(jù),智上新材發(fā)現(xiàn)不管是對碳纖維進(jìn)行表面處理,還是對樹脂進(jìn)行化學(xué)處理,都需要適度,否則只會制備出性能更差的熱塑性碳纖維復(fù)合材料。
 掃一掃添加微信
掃一掃添加微信