等離子體處理對(duì)熱塑性CF/PP復(fù)合材料彎曲性能的影響
碳纖維自身具備極高的惰性,想要與之融合浸潤(rùn)并不容易,因此材料專家們通過反復(fù)試驗(yàn),發(fā)現(xiàn)對(duì)碳纖維表面進(jìn)行一定的處理,可以增加化學(xué)鍵,提高碳纖維與樹脂基體的界面結(jié)合強(qiáng)度,從而完成復(fù)合材料的融合,提高其機(jī)械性能。目前已知的碳纖維表面處理方式有等離子體處理、電化學(xué)氧化、濕化學(xué)處理以及熱處理等。
以上的處理方式都可以一定程度提高復(fù)合材料的潤(rùn)濕性和粘結(jié)力,但存在成本較高、能耗較大和纖維強(qiáng)度損失較多等問題,因此材料專家們不斷優(yōu)化流程,企圖找到一些方便快捷的方案。智上新材料將結(jié)合專業(yè)論文,介紹等碳纖維表面經(jīng)過介質(zhì)阻擋放電(DBD)等離子體處理后,制備的熱塑性CF/PP復(fù)合材料的彎曲性能表征。
等離子體處理對(duì)熱塑性CF/PP復(fù)合材料彎曲性能的影響
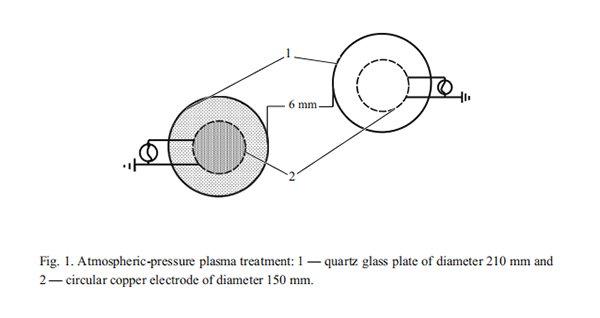
1、等離子體處理:使用在空氣中操作的介質(zhì)阻擋放電(DBD),如上圖所示。將兩個(gè)直徑為150mm的圓形銅電極放置在DBD等離子體配置中,每個(gè)電極均覆蓋有厚度為2mm、直徑為210mm的圓形石英玻璃板,石英玻璃板間隙為6mm。將碳纖維放置在下方石英玻璃板上,電源提供8kV電壓和8kHz頻率的脈沖型交流電,放電過程中,上電極產(chǎn)生的大量致密細(xì)絲狀微放電轟擊纖維表面。等離子體處理的持續(xù)時(shí)間分別為30秒、60秒和120秒。
2、制備CF/PP復(fù)合材料:將碳纖維與聚丙烯(PP)顆?;旌希倮脽釅簷C(jī)熱壓,壓制溫度為170℃,冷卻溫度60℃,加熱時(shí)間5分鐘,冷卻時(shí)間3分鐘,壓力為150×104 kg/m2,制備出熱塑性CF/PP復(fù)合材料。
3、三點(diǎn)彎曲測(cè)試:根據(jù)中國(guó)標(biāo)準(zhǔn)GB/T9341-2000,將熱塑性CF/PP復(fù)合材料切割成窄腰啞鈴形試樣。三點(diǎn)彎曲(TPB)測(cè)試在萬(wàn)能試驗(yàn)機(jī)上進(jìn)行,測(cè)試時(shí)荷載垂直作用于試樣的長(zhǎng)軸,加載速度為0.01mm/min,支撐間距為40mm。
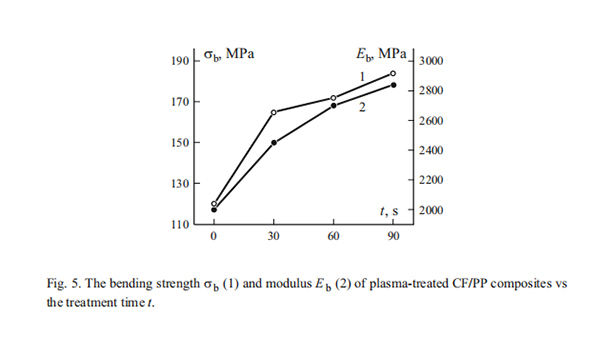
4、測(cè)試結(jié)果:上圖展示了等離子處理熱塑性CF/PP復(fù)合材料的彎曲強(qiáng)度和模量與處理時(shí)間的關(guān)系,隨著處理時(shí)間的延長(zhǎng),彎曲強(qiáng)度和模量不斷增加,在處理時(shí)間為90秒時(shí)達(dá)到最大值,分別為184.2MPa和2.82GPa。彎曲強(qiáng)度和模量的增加,是因?yàn)樘祭w維與聚丙烯基體之間形成了更強(qiáng)的界面粘結(jié)作用,使得界面能夠吸收更多的應(yīng)變能量,在斷裂前承受更大的載荷。
通過科學(xué)實(shí)驗(yàn),我們了解到碳纖維表面經(jīng)過等離子體處理后,制備的熱塑性CF/PP復(fù)合材料的彎曲強(qiáng)度和模量大幅提高,表明這種處理方法顯著增強(qiáng)了材料的碳纖維和聚丙烯基體的界面粘結(jié)性。該方案同樣適用于其他熱塑性樹脂,但具體的處理方式有待調(diào)整。
 掃一掃添加微信
掃一掃添加微信