熱塑性CF/PPS復(fù)合材料可采用電阻焊接方式連接
隨著技術(shù)的發(fā)展,熱塑性碳纖維復(fù)合材料的制備已經(jīng)有了較大的突破,CF/PEEK、CF/PPS、CF/PEKK和CF/PA等多種類型的復(fù)合材料單向帶相繼問世。這些高性能碳纖維單向帶的應(yīng)用市場其實并不狹窄,除了航空航天和尖端醫(yī)療外,在體育裝備、汽車制造、新能源和軌道交通等行業(yè)都具有不俗的應(yīng)用潛力。

航空航天可能會作為熱塑性碳纖維復(fù)合材料集中應(yīng)用的大型舞臺,但想要充分領(lǐng)略其高強性能,需要在加工環(huán)節(jié)提升綜合處理能力,比如在制造和裝配時如何連接才能提升整體強度和模量,同時避免應(yīng)力集中對碳纖維部件帶來的負(fù)面影響等問題。成熟可靠連接技術(shù),同時可實現(xiàn)自動化處理的加工方式,是未來產(chǎn)業(yè)發(fā)展不可或缺的重要技能。
本文將以CF/PPS復(fù)合材料為基礎(chǔ),介紹除機械連接和膠接連接以外的新型連接技術(shù),即電阻焊接技連接的相關(guān)內(nèi)容。該技術(shù)在國內(nèi)的發(fā)展尚處于起步階段,但一旦成熟掌握,對于未來國內(nèi)航空航天領(lǐng)域及碳纖維產(chǎn)業(yè)的發(fā)展將會起到極為重要的推動作用。
CF/PPS復(fù)合材料可采用的3種連接方式介紹
1、機械連接:機械連接是目前航空結(jié)構(gòu)的主要連接方法,具有制造工藝簡單、厚度方向起到增強作用和便于拆裝等優(yōu)點;但也引入許多問題,特別是鉆孔存在應(yīng)力集中、孔邊分層、纖維損傷、重量增加和熱膨脹系數(shù)不匹配等問題。
2、膠接連接:膠接連接使連接應(yīng)力集中最小化,具有優(yōu)越的抗疲勞性能,但膠接需要嚴(yán)格的表面處理,對污染和環(huán)境非常敏感(如粉塵、水分和加工油污等),膠粘劑有存儲壽命、膠接工藝復(fù)雜和周期長等問題。
3、電焊連接:熱塑性樹脂基復(fù)合材料具有可焊性,其焊接工藝已被認(rèn)為是熱塑性樹脂基復(fù)合材料連接的有效替代技術(shù),利用熱塑性樹脂基復(fù)合材料焊接可以在很大程度上消除這些問題。最具潛力的焊接方法主要有超聲波焊接、感應(yīng)焊、電阻焊和激光焊等。
CF/PPS電阻焊接的5個階段介紹
電阻焊接技術(shù)并不是CF/PPS復(fù)合材料的首創(chuàng),大部分的熱塑性碳纖維復(fù)合材料均可適用該連接技術(shù),先來了解一下CF/PPS復(fù)合材料應(yīng)用電阻焊接連接的簡要過程。
1、通電,以一定速率增加電流強度,CF/PPS復(fù)合材料混編織物電熱作用產(chǎn)生的焦耳熱也隨之增加,PPS膜及焊接件表面受熱軟化變形,達到PPS樹脂熱熔溫度;
2、初始壓緊,釋放焊接件焊接界面與CF/PPS復(fù)合材料混編織物間的間隙,保證受熱均勻;
3、增加焊接壓力,保持恒溫恒壓,焊接件的焊接界面及PPS膜熱熔,在壓力作用下熱塑性樹脂流動,分子鏈熱運動和擴散纏結(jié);
4、調(diào)節(jié)電流以一定冷卻速率冷卻,固化;
5、采用壓縮空氣冷卻,焊接接頭熱收縮,完成焊接。
CF/PPS電阻焊接效果與這3種因素直接相關(guān)
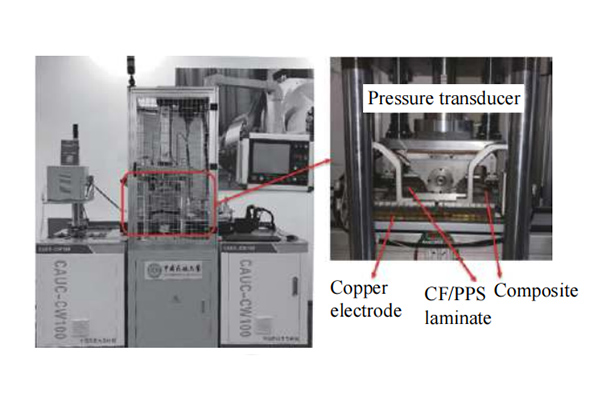
國內(nèi)從事熱塑性碳纖維復(fù)合材料研究的學(xué)者秉持客觀的態(tài)度和科學(xué)的實驗原則,對CF/PPS電阻焊接連接技術(shù)進行了研究測試,發(fā)現(xiàn)電流強度、壓力和時間這3個因素對電阻焊接連接的效果起到關(guān)鍵性作用。
1、電流強度:CF/PPS復(fù)合材料層板電阻焊接工藝參數(shù)(電流、壓力和時間)的變化直接影響著焊接接頭的性能。隨著電流強度的增加,焊接接頭剪切強度呈先增大后減小的趨勢。
2、壓力:CF/PPS復(fù)合材料層板電阻焊接需要一定的壓力,由于熔融態(tài)PPS黏度較大,且流動困難,其流動是若干分子鏈段運動推動另一部分分子鏈段再運動并形成整個大分子重心移動,因此焊接壓力是熱塑性樹脂基復(fù)合材料焊接的重要因素之一。
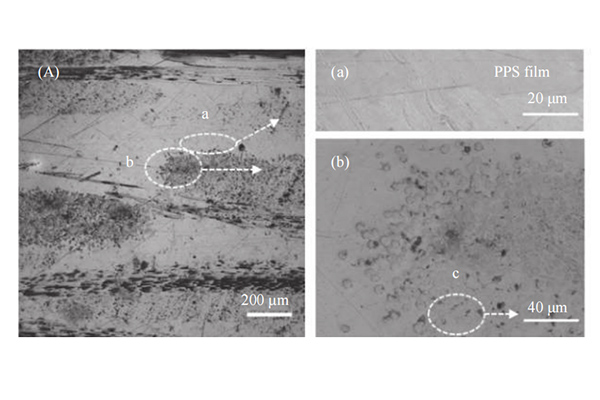
3、時間:焊接時間為電流流經(jīng)CF混編織物電阻元件產(chǎn)生熱量持續(xù)的過程,保證焊接接頭所需熱量,其對焊接接頭性能的影響與焊接壓力類似,焊接時間短,會引起樹脂流動、擴滲和浸潤不充分;焊接時間過長會導(dǎo)致焊接件的焊接界面樹脂熱解和燒蝕,同時引起焊接接頭整體軟化及纖維排布變形,使剪切強度減小。
我國熱塑性碳纖維復(fù)合材料產(chǎn)業(yè)的發(fā)展對比國外是相對落后的,很難與日本、美國和德國等比較,想要實現(xiàn)彎道超車幾乎不太可能??萍嫉陌l(fā)展離不開大量的基礎(chǔ)研究,不斷重復(fù)測試,積累數(shù)據(jù)和經(jīng)驗,才能從量變走向質(zhì)變。當(dāng)然我們也不該失望,有壓力才有動力,連芯片技術(shù)都已經(jīng)看到了曙光,何況熱塑性碳纖維呢。
 掃一掃添加微信
掃一掃添加微信