熱塑性CF/PA6沖壓成型和3項(xiàng)參數(shù)的內(nèi)在關(guān)系
熱塑性碳纖維復(fù)合材料的可重塑加工和快速加工特性,被認(rèn)為可能是改變未來碳纖維產(chǎn)業(yè)的核心所在。更易于加工和重復(fù)加工,可以極大程度上提高產(chǎn)能和加快生產(chǎn)周期,一旦技術(shù)成熟落地,這樣的愿景真的可能實(shí)現(xiàn)。
熱塑性碳纖維復(fù)合材料的加工方式并不局限于傳統(tǒng)的模壓成型,自動(dòng)鋪放成型和快速?zèng)_壓成型,將會(huì)是它的主要成型方式,方便快捷、自動(dòng)化程度高、良品率提升都可以為碳纖維產(chǎn)業(yè)及相關(guān)行業(yè)帶來極大的生產(chǎn)效率提升。
熱塑性復(fù)合材料的快速成型主要得益于其能夠進(jìn)行快速熱沖壓工藝成型。什么是快速熱沖壓成型?指的是加熱狀態(tài)的復(fù)合材料在外力的作用下發(fā)生三維變形,同時(shí)在極短時(shí)間內(nèi)完成冷卻或伴有結(jié)晶的成型過程,其具有成型周期短、生產(chǎn)效率高等優(yōu)點(diǎn)。
快速熱沖壓成型是熱塑性碳纖維復(fù)合材料加工成品的重要方式,但目前來說該方式并不成熟,在實(shí)際操作中會(huì)出現(xiàn)纖維褶皺扭曲、孔隙率高、貧膠等缺陷,因此需要經(jīng)過研究和調(diào)整,完善此類加工方式。本文將介紹的就是CF/PA6復(fù)合材料在沖壓成型方面的一些研究進(jìn)展。
熱塑性CF/PA6沖壓成型和3項(xiàng)參數(shù)的內(nèi)在關(guān)系
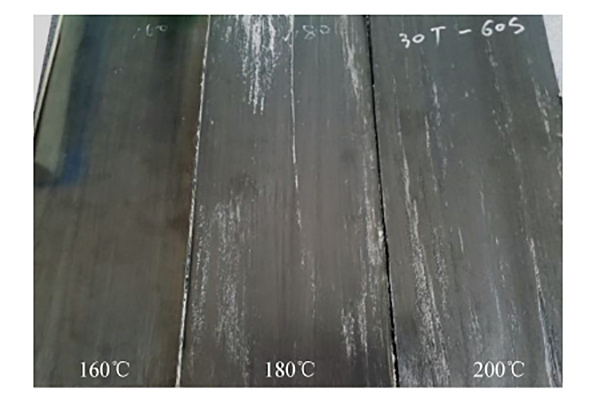
1、模壓溫度:模壓溫度對(duì)CF/PA6復(fù)合材料單向板成型質(zhì)量有直接關(guān)系??蒲袛?shù)據(jù)顯示在7.8MPa的模壓壓力下保壓60s,200℃模壓溫度下制備的CF/PA6復(fù)合材料層合板表面出現(xiàn)大面積的“貧膠”現(xiàn)象,使板材表面極其不平整。隨著模壓溫度的降低,“貧膠”現(xiàn)象得到逐步改善,170℃壓制的CF/PA6復(fù)合材料層合板的表面變得較為平整,并且在160℃模壓溫度時(shí)CF/PA6復(fù)合材料層合板表現(xiàn)出最光亮的表面質(zhì)量。
分析如下:在高模壓溫度下,雖然高分子更容易運(yùn)動(dòng),但由于壓機(jī)模具的接觸式傳熱黏流態(tài)變?yōu)楦邚棏B(tài),鎖在預(yù)浸料內(nèi)部與層間的氣體不能得到充分釋放或壓縮,再加之高的模壓溫度與其熔點(diǎn)的溫度差較小,根據(jù)理想氣體狀態(tài)方程,氣體的體積不能得到充分壓縮,使之變?yōu)楹苄〉目紫?,因此?dǎo)致表面出現(xiàn)了大面積的“貧膠”現(xiàn)象,即孔隙含量高。而隨著模壓溫度的降低,外層預(yù)浸料氣體體積迅速變小,樹脂也得到快速冷卻,CF/PA6復(fù)合材料層合板表層則先于內(nèi)部形成了平整光亮的表面。
2、保壓時(shí)間:在纖維增強(qiáng)熱塑性復(fù)合材料制品的模壓工藝中,延長(zhǎng)樹脂熔融狀態(tài)時(shí)的保壓時(shí)間能明顯減小孔隙率的含量。但在快速模壓工藝中,由于模具的溫度是165℃,遠(yuǎn)低于熔點(diǎn)(220℃),且為接觸式傳熱方式,因此熔融狀態(tài)的CF/PA6預(yù)浸料會(huì)在很短時(shí)間內(nèi)即由黏流態(tài)變?yōu)?65℃的高彈態(tài)。但此時(shí)大部分的PA6尚未結(jié)晶而處于無定形態(tài),高分子仍處于較為活躍狀態(tài),因此延長(zhǎng)保壓時(shí)間仍有助于減小孔隙率。
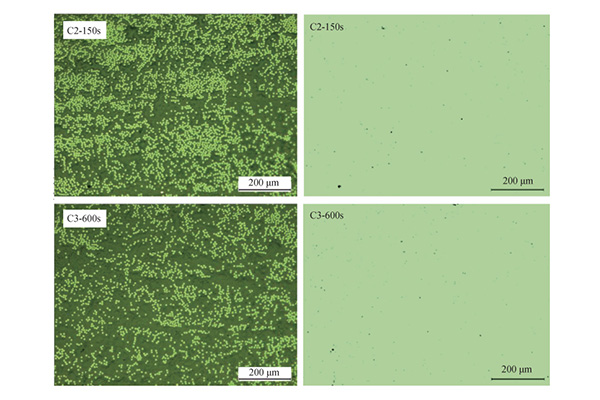
隨著保壓時(shí)間從30s到600s的延長(zhǎng),孔隙率和孔隙尺寸均表現(xiàn)出降低的趨勢(shì)。通過二值法圖像處理,計(jì)算得到保壓時(shí)間分別為30s、150s、600s時(shí)的CF/PA6復(fù)合材料層壓板的孔隙率分別為0.56%、0.15%和0.12%。說明,在165℃冷壓下,保壓150s即可實(shí)現(xiàn)比較低的孔隙率。
另外孔隙率不會(huì)一直隨著保壓時(shí)間的增加而下降,其中存在一個(gè)臨界狀態(tài),即使再繼續(xù)增加保壓時(shí)間,由于樹脂結(jié)晶度增加,分子運(yùn)動(dòng)受阻,孔隙率含量也不會(huì)出現(xiàn)明顯降低。
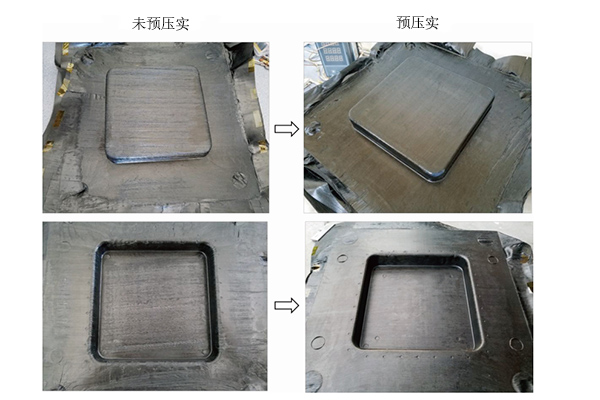
3、預(yù)浸料鋪層預(yù)壓實(shí):預(yù)壓實(shí)是指預(yù)先將特定鋪層的CF/PA6預(yù)浸料通過熱壓工藝壓制成平板,然后再對(duì)平板進(jìn)行二次加熱進(jìn)行盒體熱沖壓成型。國(guó)內(nèi)有實(shí)驗(yàn)數(shù)據(jù)案例,以一定的預(yù)壓實(shí)工藝參數(shù)進(jìn)行實(shí)驗(yàn),其中CF/PA6預(yù)浸料預(yù)熱溫度為260℃、平板冷模具溫度80℃、壓力為0.05MPa、保壓時(shí)間為2min,實(shí)驗(yàn)結(jié)果如下。
經(jīng)過預(yù)壓實(shí)的CF/PA6復(fù)合材料沖壓成型質(zhì)量明顯優(yōu)于無預(yù)壓實(shí)的,其表明光滑、平整,拐角無明顯殘膠。這是由于在熱壓成型時(shí),CF/PA6預(yù)浸料各部位的受力水平并不均勻,才導(dǎo)致未有效受力的部位成型質(zhì)量差。
以沖壓熱塑性CF/PA6盒體為例,在盒體成型過程中首先是盒底先接觸模具,然后是四個(gè)側(cè)面在模具合模時(shí)承受剪切和擠壓作用,最后是四個(gè)邊接觸模具,合模時(shí)對(duì)整個(gè)盒體進(jìn)行壓實(shí)。但是最后的整體壓實(shí)并不能實(shí)現(xiàn)真正的整體均勻受力,而是模具側(cè)面的剪切作用使最初接觸模具的底面纖維被拉伸,結(jié)果導(dǎo)致底面厚度變小,使底面在合模時(shí)無法充分接觸模具,從而形成殘膠表面,并帶有很多從纖維間滲出的膠瘤。
另外需要注意一點(diǎn),預(yù)壓實(shí)對(duì)熱塑性CF/PA6復(fù)合材料快速熱沖壓加工時(shí),預(yù)壓實(shí)操作可明顯提升成型質(zhì)量,但前提是有效壓實(shí)。是否有效壓實(shí),與加工模具有直接關(guān)聯(lián),合理設(shè)計(jì)陰陽模具至關(guān)重要。
目前國(guó)內(nèi)針對(duì)熱塑性碳纖維快速熱沖壓成型技術(shù)的研究一直在開展中,并不限于CF/PA6這一種熱塑性碳纖維復(fù)合材料。不同熱塑性碳纖維的熔點(diǎn)和浸潤(rùn)效果天然存在差異,因此需要大量的研究數(shù)據(jù)進(jìn)行歸納總結(jié)。量變引起質(zhì)變,積累到一定程度后,相信熱塑性碳纖維產(chǎn)業(yè)的發(fā)展將會(huì)得到實(shí)質(zhì)性的進(jìn)步。
 掃一掃添加微信
掃一掃添加微信