熱塑性碳纖維復(fù)合材料廢料顆粒尺寸可影響回收再利用性能
碳纖維復(fù)合材料具有更高的疲勞壽命、更好的耐腐蝕和耐火性能,以及比傳統(tǒng)材料更靈活的設(shè)計(jì)選擇,使之成為可以替代部分金屬,應(yīng)用于航空航天等領(lǐng)域的新型復(fù)合材料。 2020年前后,碳纖維的需求量已經(jīng)超過實(shí)際供應(yīng)量,而隨著碳纖維產(chǎn)能的逐步釋放,低端應(yīng)用領(lǐng)域已經(jīng)得到較好的滿足,但中高端領(lǐng)域仍然需要高品質(zhì)碳纖維及復(fù)合材料的填補(bǔ)。目前應(yīng)用較廣的熱固性碳纖維復(fù)合材料存在的一些性能缺陷,讓研究人員將目光轉(zhuǎn)向了熱塑性碳纖維,如碳纖維聚醚醚酮(CF/PEEK)、碳纖維聚苯硫醚(CF/PPS)等高性能復(fù)合材料。
這些高性能的熱塑性碳纖維復(fù)合材料不僅在機(jī)械性能上有更加優(yōu)異的表現(xiàn),同時(shí)熱塑性樹脂可以實(shí)現(xiàn)更快的加工流程、可重塑的加工方式和可回收的應(yīng)用潛力。目前針對(duì)熱固性碳纖維復(fù)合材料廢料的回收再利用,多以粉碎處理后作為填料使用,而熱塑性碳纖維復(fù)合材料廢料從理論上具備更快捷的回收處理方式,但想要在現(xiàn)實(shí)中成熟應(yīng)用,還需要經(jīng)過技術(shù)和實(shí)踐一步步進(jìn)行驗(yàn)證。智上新材將結(jié)合國際專業(yè)論文,從技術(shù)角度介紹熱塑性碳纖維復(fù)合材料廢料的回收過程,總結(jié)回收利用階段影響性能的幾點(diǎn)因素。
熱塑性碳纖維復(fù)合材料廢料回收實(shí)驗(yàn)與總結(jié)
回收的碳纖維復(fù)合材料(CF/PEEK)廢料,使用差示掃描量熱法(DSC)、動(dòng)態(tài)力學(xué)分析(DMA)和熱重分析法(TGA),評(píng)估復(fù)合材料廢料的熱性能數(shù)據(jù);再通過雙塔接剪切試驗(yàn),分析多種粘結(jié)方式下剪切強(qiáng)度的變化;后續(xù)將廢料粉碎和錘磨后,在一定溫度和壓力下壓縮模塑成薄板,通過改變模塑時(shí)間、溫度和廢料顆粒尺寸(單一和混合配比),分析廢料制成的薄板的機(jī)械性能變化。
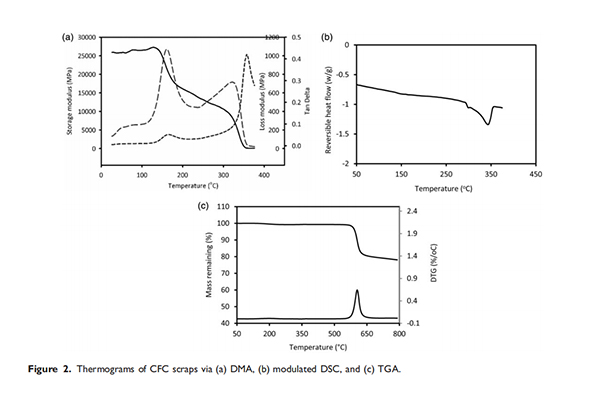
1、熱性能測(cè)試:上圖(a)動(dòng)態(tài)力學(xué)分析(DMA)結(jié)果顯示出來自損耗模量(E'')的峰值,分別為161°C和321°C,分別對(duì)應(yīng)于CF/PEEK復(fù)合材料廢料的的玻璃化轉(zhuǎn)變溫度(Tg)和熔融溫度(Tm);上圖(b)差示掃描量熱法(DSC)熱流曲線現(xiàn)實(shí),345°C處的吸熱峰對(duì)應(yīng)廢料的熱熔溫度(Tm);上圖(c)熱重分析法(TGA)顯示廢料的熱分解起始溫度為577℃。因?yàn)镈SC和DMA兩種測(cè)量技術(shù)原則上的差異(機(jī)械與熱力學(xué)),出現(xiàn)了熔融溫度(Tm)出現(xiàn)24℃的差距。另外因?yàn)镃F/PEEK復(fù)合材料廢料熔融溫度(Tm)和熱分解溫度中間存在較大差距,給復(fù)合材料廢料的回收提供了較大的加工窗口,當(dāng)熔融粘結(jié)是主要的粘合機(jī)制時(shí),回收加工溫度應(yīng)高于熔融溫度(Tm)且低于熱分解起始點(diǎn)。
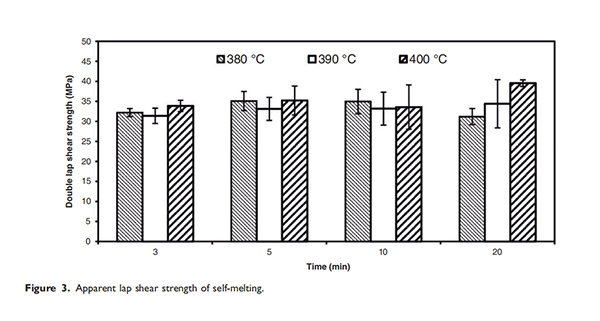
2、雙搭接剪切試驗(yàn):使用聚合物二異氰酸甲酯樹脂(pMDI)、環(huán)氧樹脂和熔融粘結(jié)作為搭接接頭的粘合劑進(jìn)行雙搭接剪切試驗(yàn),以確定熱固性或熔融粘結(jié)形式的潛在途徑,用于后續(xù)的回收復(fù)合材料板制造。利用動(dòng)態(tài)力學(xué)分析(DMA)測(cè)得聚合物二異氰酸甲酯樹脂(pMDI)180℃(無催化劑)下塔接剪切強(qiáng)度(LSS)為0.97MPa,200℃(有催化劑)下塔接剪切強(qiáng)度(LSS)為2.07MPa,環(huán)氧樹脂對(duì)應(yīng)的接剪切強(qiáng)度(LSS)為1.38MPa,根據(jù)DSC和DMA的熔融溫度(Tm)下熔融粘結(jié)雙塔接剪切強(qiáng)度(LSS)保持在31~39MPa之間。
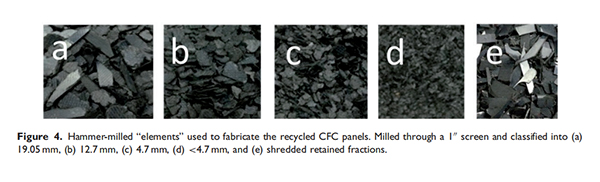
3、壓縮模塑成薄板的性能測(cè)試:通過粉碎機(jī)和篩分錘磨設(shè)備,將CF/PEEK復(fù)合材料廢料篩分為不同的顆粒尺寸,分別為19.05mm、12.7mm、4.7mm和低于4.7mm的細(xì)小顆粒狀,將對(duì)應(yīng)尺寸的復(fù)合材料廢料在0.34~0.41MPa壓力下模塑成對(duì)應(yīng)的薄板。實(shí)驗(yàn)發(fā)現(xiàn),彎曲強(qiáng)度約為原始復(fù)合材料的30%左右,彎曲彈性模量接近原始復(fù)合材料的50%左右;拉伸強(qiáng)度約為原始復(fù)合材料的10%左右,拉伸彈性模量接近原始復(fù)合材料的40%左右。
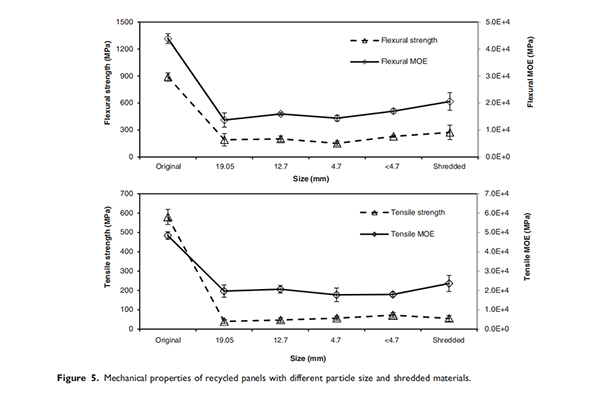
因?yàn)榛厥盏膹?fù)合材料中的碳纖維已經(jīng)從原先的連續(xù)狀態(tài)被處理為粉末狀態(tài),因此彎曲和拉伸性能都有較大程度的下降,但是與木基復(fù)合材料(結(jié)構(gòu)木板,彎曲強(qiáng)度和彎曲模量分別為22MPa和3.5GPa)相比,仍然表現(xiàn)出優(yōu)越的機(jī)械性能(上圖上方粒徑4.7mm對(duì)應(yīng)的彎曲強(qiáng)度為153MPa,彎曲模量為14.4GPa)。另外通過對(duì)不同顆粒尺寸的薄板性能的對(duì)比,發(fā)現(xiàn)粒徑增加,制成的薄板彎曲強(qiáng)度和拉伸強(qiáng)度都有所降低,而粒徑減少,制成的薄板有更好的機(jī)械性能,這是因?yàn)轭w粒尺寸越小,分布越均勻。
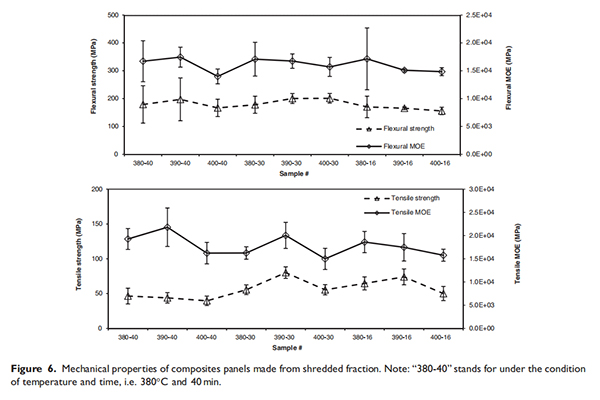
4、溫度和時(shí)間因素對(duì)薄板性能影響的測(cè)試:對(duì)粉碎的CF/PEEK復(fù)合材料廢料的加熱壓板溫度和保壓時(shí)間進(jìn)行對(duì)比測(cè)試,分別測(cè)試了3組溫度(380°C、390°C和 400°C),3組時(shí)間(16、30和40min)。壓力保持在0.34~0.41MPa區(qū)間,數(shù)據(jù)顯示在390°C下回收板的機(jī)械性能達(dá)到最佳狀態(tài),而其他兩個(gè)溫度點(diǎn)無顯著差異,3組時(shí)間點(diǎn)也沒有顯著差異。因此得出結(jié)論,最佳加工條件為390°C和16分鐘。
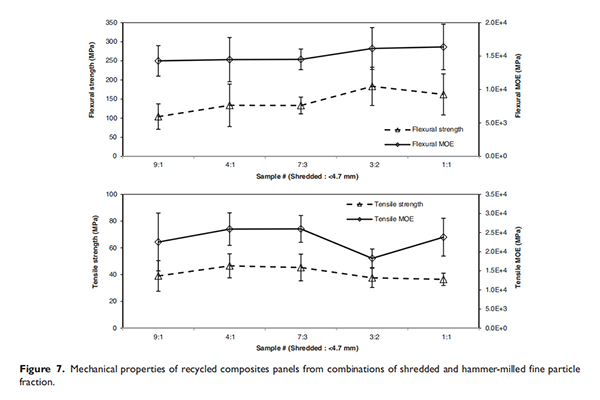
5、不同顆粒尺寸對(duì)薄板性能影響的測(cè)試:在最佳條件(390°C和 16分鐘)下,將粉碎顆粒(<18.5mm)和錘磨的細(xì)顆粒(<4.7mm)進(jìn)行不同比例的混合(9:1、4:2、7:3、3:2 和 1:1)。數(shù)據(jù)顯示,隨著細(xì)顆粒比例的增加,彎曲強(qiáng)度和彎曲彈性模量不斷提升;拉伸強(qiáng)度和拉伸彈性模量先提升再下降,而3:2比例時(shí)拉伸彈性模量突然大幅下降,在1:1比例時(shí)大幅回升。
以上實(shí)驗(yàn)可以證明熱塑性碳纖維復(fù)合材料的回收是具備較好的可行性的,回收的碳纖維材料可以用作加工部分碳纖維制品,但因?yàn)槭欠勰钐祭w維的緣故,在機(jī)械性能方面的表現(xiàn)無法達(dá)到連續(xù)碳纖維復(fù)合材料的水平,因此需要其他更好的方式將連續(xù)碳纖維分離出來。智上新材認(rèn)為,從連續(xù)碳纖維熱塑性復(fù)合材料中較為完成的回收連續(xù)碳纖維是非常困難的課題,全球的材料科學(xué)家正在努力攻克它。雖然目前已經(jīng)可以通過熱降解和化學(xué)溶劑等方式回收一定比例的完整連續(xù)碳纖維,但只是停留在實(shí)驗(yàn)階段,只有完整的在市場規(guī)?;瘧?yīng)用,才算是真正的解決熱塑性碳纖維復(fù)合材料廢料回收再利用的這一難題。
 掃一掃添加微信
掃一掃添加微信